ST37 ST35 ST52 высокоточная стальная труба
Din 2391 Бесшовная стальная труба (Din 2391, En 10305-1, EN 10305-4, прецизионная бесшовная стальная труба BS 6323 NBK GBK)
Спецификация
| Стандартный | DIN2391 DIN1630 DIN2448 |
| Оценка | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| Условия доставки | НБК(+N) БК(+С) ГБК(+А) БКВ(+LC) БКС(+СР) |
| Размер | Внешний диаметр: от 4 до 219 мм, толщина 0,5–35 мм, длина: 3 м, 5,8,6 или в соответствии с требованиями. |
| Заканчивать | Оцинкованная поверхность (серебристая/желтая/цветная) цинковое покрытие толщиной 8-12 мкм. |
| Приложение | Гидравлическая система;Автомобиль/автобус;строительная машина |
| Срок поставки | A.3 дня, если этот товар находится на складе. Б. Около 30 дней в зависимости от количества |
ОБРАБОТКА ПОВЕРХНОСТИ
1. Голая трубка (без покрытия): яркая и гладкая.
А. Серебро оцинкованное
Б. Желтая оцинковка
C. с оливково-зеленым покрытием
Толщина слоя: 8-20 мкм, испытание на соленое распыление: 48-150 часов.
3. Черный фосфат
Различные поля
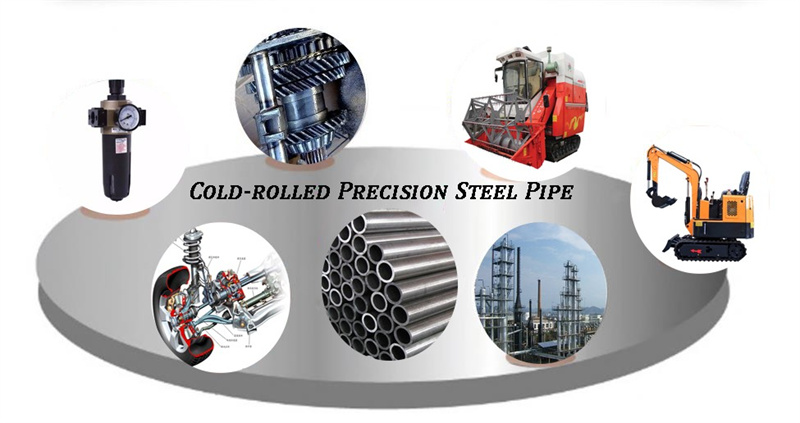
1. Автомобильная промышленность
A. Топливопроводы/форсунки впрыска топлива
B. Трубка CNG (сжатый природный газ) — давление разрыва: 1307 бар, рабочее давление: около 350 бар.
C. Трансмиссия: элементы рулевой колонки.
D. Валы шестерни, ручной тормоз, передние мосты, ингаляторы подушек безопасности, стабилизаторы, крепления сидений, валы переднего привода
2. Гидравлические поля
А. Гидравлические контуры (HPL), пневмолинии и гидравлическая подвеска
Б. Гидроцилиндры (ХПЗ)
Химический состав
| Марка стали | C | Si | Mn | P | S | Al | |
| Имя | Нет. | Макс | Макс | Макс | Макс | Макс | Макс |
| СТ35 | 1,0308 | 0,17 | 0,35 | 0,4(мин) | 0,025 | 0,025 | — |
| СТ45 | 1,0408 | 0,21 | 0,35 | 0,4(мин) | 0,025 | 0,025 | — |
| СТ52 | 1,058 | 0,22 | 0,55 | 1,6 | 0,025 | 0,025 | — |
Механические свойства
| Марка стали | Предел текучести (МПа) | Предел прочности (МПа) | Удлинение (%) | |
| Имя | Нет. | РеГ (мин) | Обм (мин) | А (мин) |
| СТ35 | 1,0308 | 235 | от 340 до 480 | 25 |
| СТ45 | 1,0408 | 255 | от 440 до 570 | 21 |
| СТ52 | 1,058 | 355 | с 490 до 630 | 22 |
Толерантность
| OD | Допустимый допуск | Особая толерантность | ||
|
| ГБ/Т3639 | DIN2391 | OD | WT |
| 4 мм-20 мм | ±0,10 мм | ±0,08 мм | ±0,05 мм | ±0,05 мм |
| 20мм-30мм | ±0,10 мм | ±0,08 мм | ±0,08 мм | ±0,08 мм |
| 31 мм-40 мм | ±0,15 мм | ±0,15 мм | ±0,10 мм | ±0,08 мм |
| 41 мм-60 мм | ±0,20 мм | ±0,20 мм | ±0,15 мм | ±0,15 мм |
| 61 мм-80 мм | ±0,30 мм | ±0,30 мм | ±0,20 мм | ±0,20 мм |
| 81 мм-120 мм | ±0,45 мм | ±0,45 мм | ±0,30 мм | ±0,30 мм |
Условия доставки
| Обозначение | Символ | Описание |
| Холодная отделка (жесткая) | БК(+С) | Трубы не подвергаются термической обработке после окончательной холодной формовки и поэтому обладают достаточно высокой устойчивостью к деформации. |
| Холодная обработка (Мягкая) | БКВ | За окончательной термообработкой следует холодная вытяжка с ограниченной деформацией.Соответствующая дальнейшая обработка допускает определенную степень холодной штамповки (например, изгиб, расширение). |
| (+ЛК) | ||
| Холодная отделка и снятие стресса | БКС(+СР) | Термическая обработка применяется после последнего процесса холодной штамповки.При соответствующих условиях обработки увеличение остаточных напряжений в определенной степени позволяет осуществлять как формовку, так и механическую обработку. |
| Отожженный | ГБК(+А) | За последним процессом холодной штамповки следует отжиг в контролируемой атмосфере. |
| Нормализованный | НБК(+Н) | За последним процессом холодной штамповки следует отжиг выше верхней точки превращения в контролируемой атмосфере. |
Гарантия качества
1. Строгое соответствие DIN2391/EN10305 или другим стандартам.
2. Образец: Образец бесплатен для тестирования.
3. Испытания: испытание на солевой туман/испытание на растяжение/вихревой ток/испытание на химический состав по запросу клиентов.
4. Сертификат: IATF16949, ISO9001, SGS и т. д.
5.EN 10204 3.1 Сертификация
Упаковка продукта